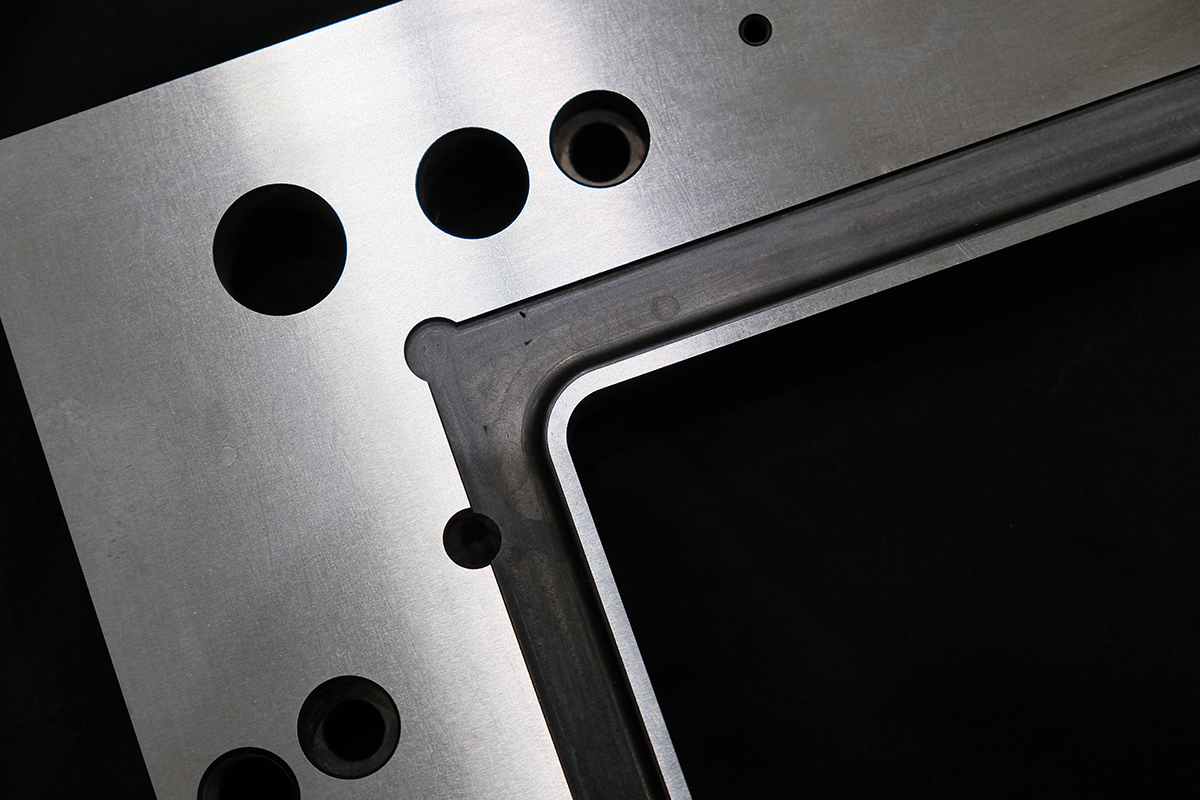

| 材質 | SKD11 |
| サイズ(mm) | W300×L545×T21 |
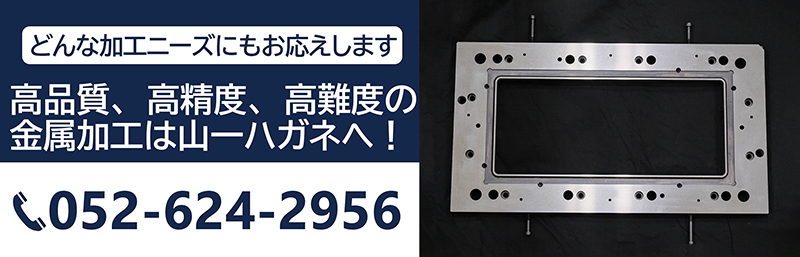
| 製品概要 | プレス金型部品 |
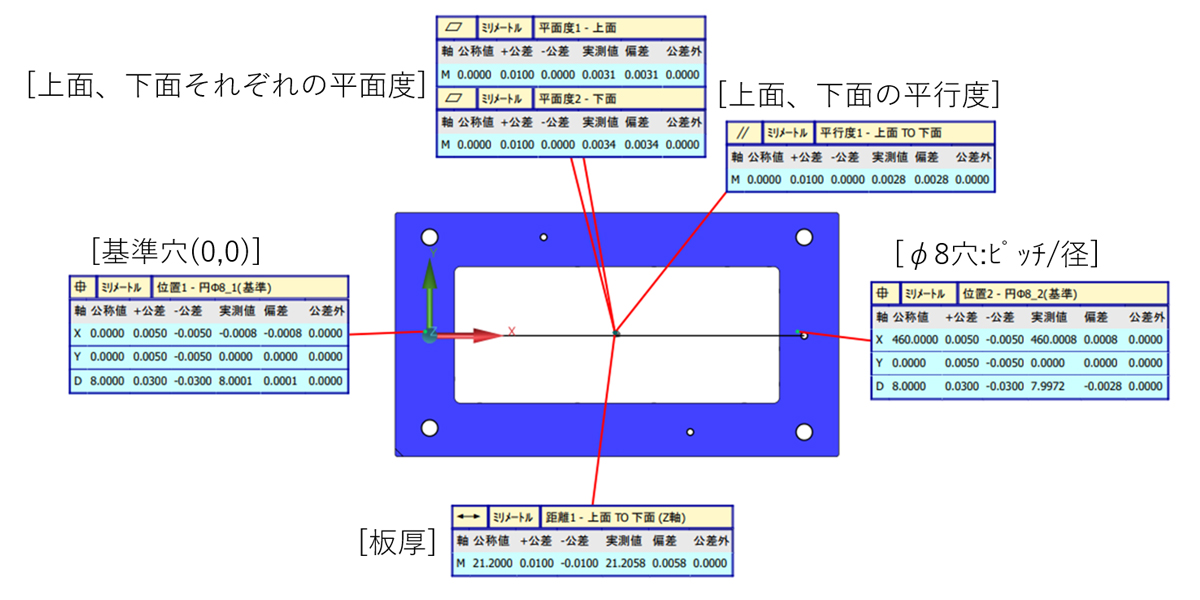
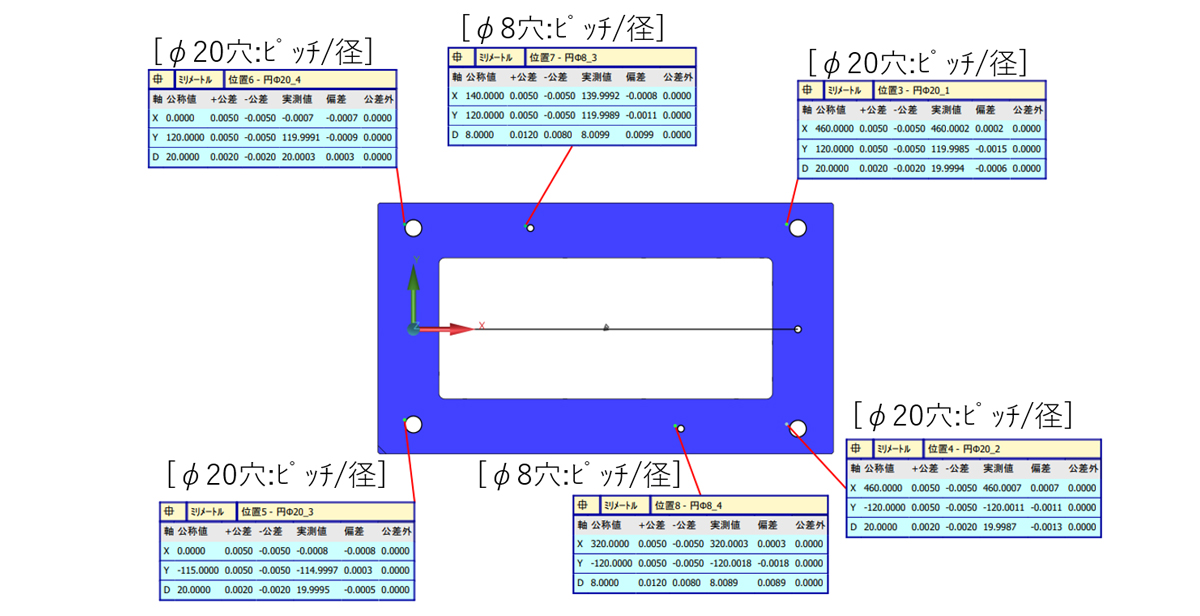
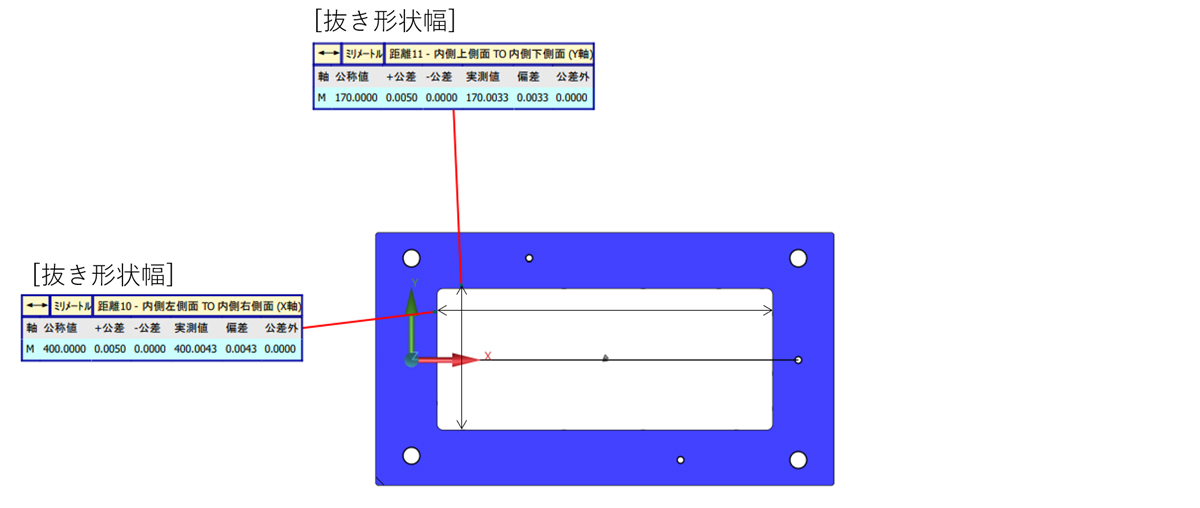
測定結果
中が大きく抜かれた、歪みやすく精度が出し難い形状において、形状精度、ピッチ精度ともに±3μm以内を実現。
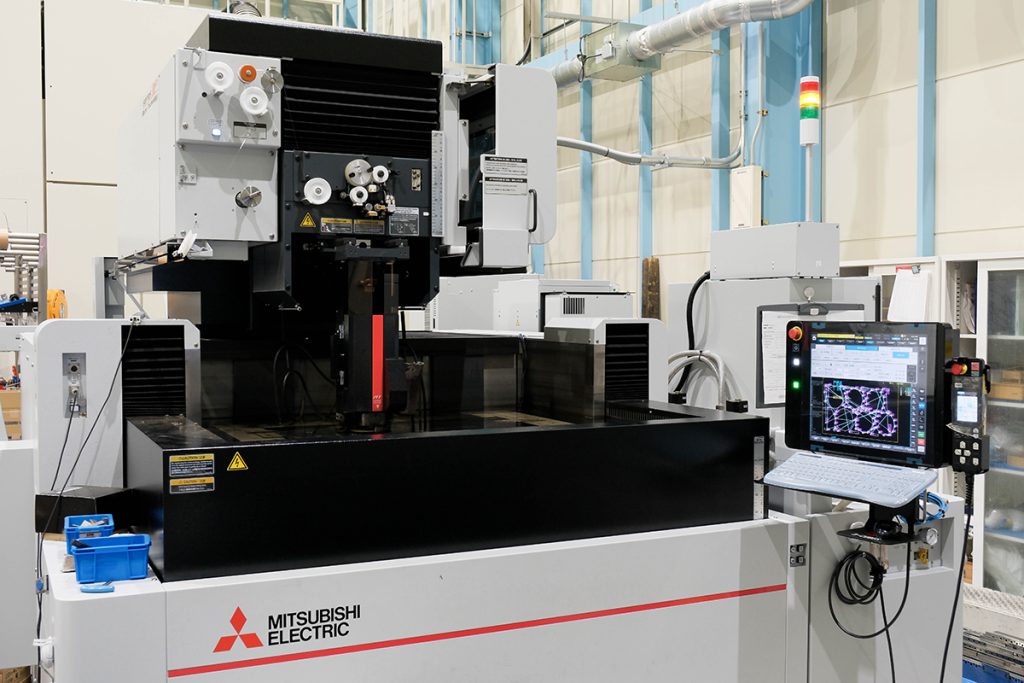
加工機:三菱電機 MP4800(加工範囲:800×600×320㎜)
高精度加工の追求
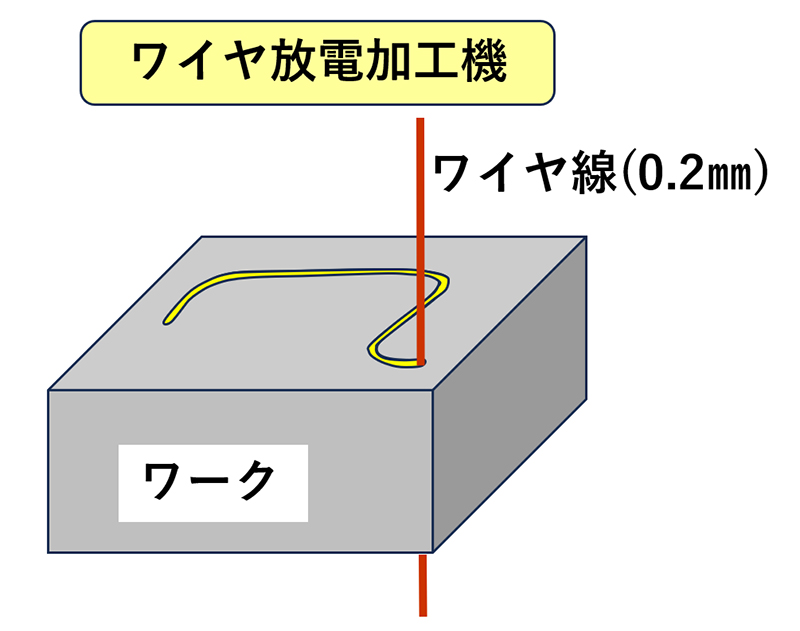
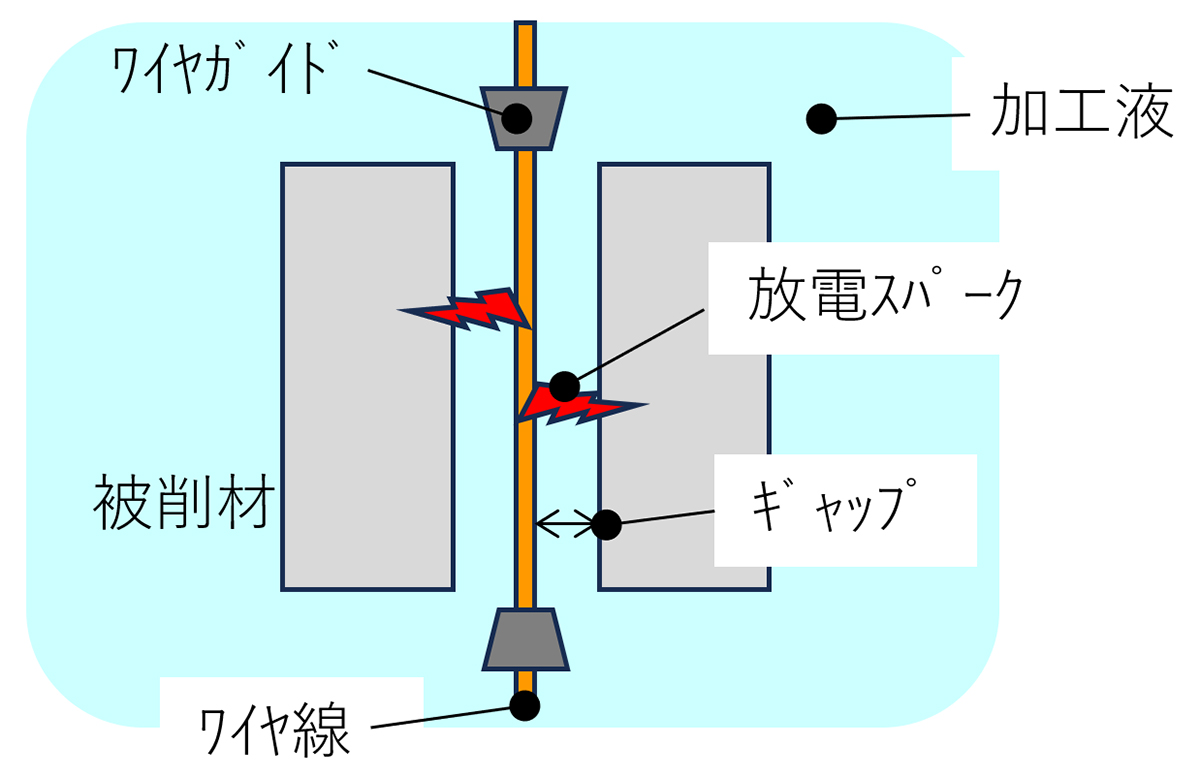
ワイヤ放電加工はワイヤ線と被削材とにギャップ(隙間)を保って放電させて溶解熱によって加工する非接触加工である。
当加工において、加工機は恒温室環境の下で経時変位を抑制して精度維持をし、加工結果を高精度測定して都度精度把握をした上で、実加工に適切にフィードバックする事で高精度加工を実現している。
山一ハガネでは、高精度機でのテスト加工による加工結果をISO17025で認証された測定機と測定者で信頼性の高い測定を行い、測定結果を実加工に確実にフィードバックしている。
■ポイント①:加工機による高精度な位置決め
高精度、高性能な
・三菱電機機:1台(加工範囲:800×600×320㎜)
・MAKINO機:2台 (加工範囲:550×370×220㎜) 所有
■ポイント②:加工環境
精密加工室 23℃±0.5℃ 50%以下
■ポイント③:加工ノウハウ
放電ギャップ維持の為の条件管理
・ワーク形状、寸法に応じた条件設定
・加工時のワイヤ振動の考慮
ワイヤ放電加工の概要
加工液中でワイヤ線と被削材間で放電スパークが発生し、被削材を溶融するしくみ。
ワイヤ放電加工のメリット
・材料が硬くても問題なく加工ができる
・細かい形状の高精度加工が可能
・被削材に触れずに加工可能